Omron Laser Roboter (SmartCenter, Bedienung, Produktion)
Inhalt
SmartCenter - Produktion Hauptfenster
$body
In diesem Dokument wird nur der Punkt „Omron Laser Roboter" behandelt.
Omron Laser Roboter
[ OmronLaserRobot ]
Stellt Funktionen zum Rüsten und Entnehmen eines Omron Laser Roboters bereit.
Allgemeiner Ablauf
Nehmen einer Palette vom Wagen
Palette auf einen freien Rüstplatz stellen
Palette (RFID, bzw. EAN) scannen und Rüstplatz scannen.
Anzeige am Display:
Tabelle mit gescanntem Produkt (Bezeichnung1) + Rüstplatznummer
Wenn die gewünschte Anzahl von Rüstplätzen befüllt wurde, wird der Button „Fertig" geklickt. Damit werden die Übergabedateien (=Ein Ordner der die entsprechenden XML-Files enthält, welcher nach Bezeichnung1 und entsprechender FA-Nummer benannt ist) (zwischen 1 und 62 erstellt und in das Scan-Verzeichnis (NC-Prog. Ordner) des Roboters gelegt. Die benötigten MPF-Dateien liegen schon auf dem Maschinensteuerungs-PC.
In diesem Schritt wird auch die Seriennummer generiert (falls das Produkt seriennummernpflichtig ist) und der Gravurtextes (falls vorhanden) übergeben.
Für jeden gescannten Fertigungsauftrag wird die Zeiterfassung für den Arbeitsgang „Fräsen 1" (bzw. Fräsen 2) gestartet.
Gravur wird als optionaler Folgeartikel zu jeder Brille hinterlegt. Existiert also zum gescannten FA ein solcher Folgeartikel wird aus der Spalte „Langtext" der Gravurtext gelesen.
Nach dem Fräsen:
Nochmaliger Scan von Palette – damit Stop Zeiterfassung Fräsen und Erledigung Arbeitsgang Fräsen -> Meldung an Omron, dass Rüstplatz wieder leer ist.
Meldung mittels separater XML-Datei (deletePalette.XML), welche beim Entnehmen an OMRON in den Ordner NC-Prog. gesendet wird. Rüstplatz ist wieder leer und kann neu vergeben werden
Wird eine Palette auf „Fehler" gestellt, so muss nur die bereits begonnene Zeiterfassung des Arbeitsganges wieder gelöscht werden (über einen PC). Dann kann erneut ein Rüsten erfolgen.
Rüsten
In diesem Programmteil wird der Roboter gerüstet ( = bestückt ).
Palette scannen
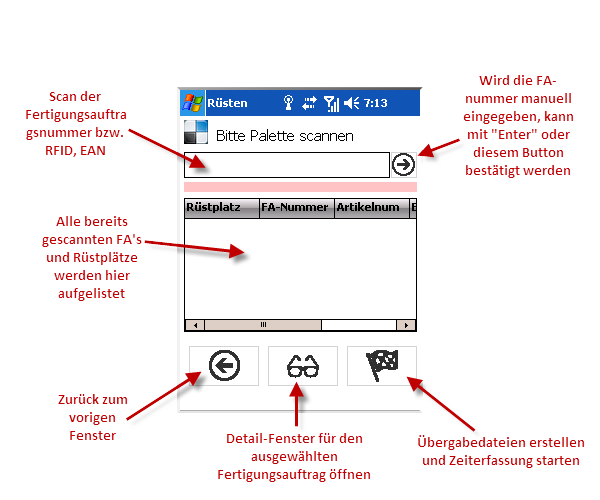
Zuerst wird die Palette gescannt, in dieser Nummer ist der Fertigungsauftrag enthalten. Beim Scan, wird eine Prüfung des FA's durchgeführt ( dieser muss vorhanden sein, darf nicht erledigt sein und muss mind. einen noch nicht erledigten Arbeitsgang enthalten ).
Ist in dem Barcode kein Rüstplatz enthalten ( Multi-Reader-Funktion ), so wird der Rüstplatz im nächsten Fenster abgefragt:
Rüstplatz scannen
Bei Erfolg, wird der FA jetzt in die Liste aufgenommen.
Folgt auf die Kundenauftragsposition des gescannten Fertigungsauftrags eine Position mit einer Gravur-Artikelnummer, so wird der Gravurtext aus dem Feld „Langtext" dieser Position ausgelesen.
Fertig
Nachdem alle Fertigungsaufträge gescannt wurden (oder alle Rüstplätze belegt sind), werden mit der „Ziel-Flagge" die Übergabedateien erstellt und die Zeiterfassung gestartet. Wurde noch kein Produktionsausweis erstellt, so wird dieser hier durchgeführt (ohne Karteibuchung). Ist einer der Artikel seriennummernpflichtig, so wird jetzt die Seriennummer erstellt, damit diese auch an die Übergabedateien übermittelt werden kann.
Fenster schließen
Wird das Fenster geschlossen oder das Gerät ausgeschaltet, gehen die bereits gescannten Paletten und Rüstplätze verloren. Der Vorgang muss nochmals durchgeführt werden.
Vor dem Schließen des Fensters erfolgt eine Sicherheitsabfrage „Erfassung abbrechen? Ja/Nein" um ein unbeabsichtigtes Schließen des Fensters zu verhindern.
Entnehmen
In diesem Programmteil werden die fertigen Teile aus dem Roboter entnommen.
Palette scannen
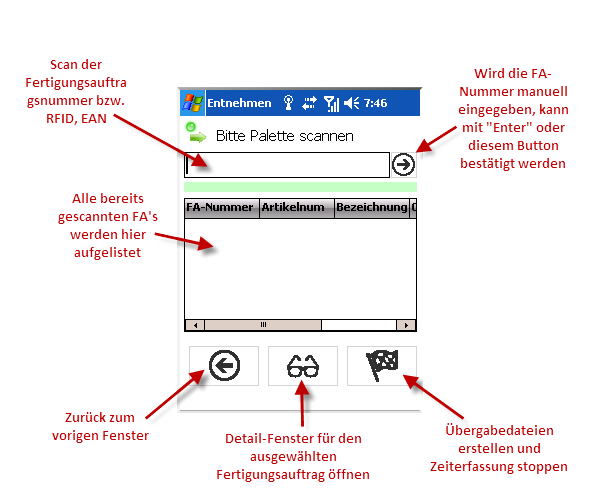
Hier wird wieder zuerst die Palette gescannt, in dieser Nummer ist der Fertigungsauftrag enthalten. Beim Scan, wird eine Prüfung des FA's durchgeführt ( dieser muss vorhanden sein, darf nicht erledigt sein und muss mind. einen noch nicht erledigten Arbeitsgang enthalten ).
Bei Erfolg, wird der FA in die Liste aufgenommen.
Fertig
Nachdem alle Fertigungsaufträge gescannt wurden, werden mit der „Ziel-Flagge" die Übergabedateien erstellt und die Zeiterfassung beendet. Der aktuelle Arbeitsgang wird auf „Erledigt" gesetzt.
Fenster schließen
Wird das Fenster geschlossen oder das Gerät ausgeschaltet, gehen die bereits gescannten Paletten und Rüstplätze verloren. Der Vorgang muss nochmals durchgeführt werden.
Vor dem Schließen des Fensters erfolgt eine Sicherheitsabfrage „Erfassung abbrechen? Ja/Nein" um ein unbeabsichtigtes Schließen des Fensters zu verhindern.
Konfiguration CONFIG.XML
In der CONFIG.XML im Bereich „Production" – „OmronLaserRobot" sind einige Einstellungen Voraussetzung für einen reibungslosen Betrieb:
TargetRobot
Hier wird ein Kürzel für den Ziel-Roboter vergeben, zB. „R1". Mit diesem Kürzel wird in erster Linie der Ziel-Ordner aus den Grundlagen-Einstellungen für diesen Roboter ermittelt. Dabei wird in der Tabelle GRUNDLAGEN_WERTE folgende Kombination eingefügt:
NAME | WERT |
OMRON_LASER_ROBOT_PATH_R1 | \\roboter-pc\incoming |
Es gibt dazu kein Pflege-Fenster, der Eintrag erfolgt manuell per Sql-Statements.
Bsp: Einfügen: insert into grundlagen_werte (name,wert) values ('OMRON_LASER_ROBOT_PATH_R1','\\roboter-pc\incoming');
Bsp:Aktualisieren: update grundlagen_werte set wert='c:\ncprog\r1' where name='OMRON_LASER_ROBOT_PATH_R1';
EngravingItemNumber
Angabe der Artikelnummer, in der die Gravurtexte im Kundenauftrag hinterlegt sind. Gravurtexte werden mit einem "Gravur-Artikel" als Folgeartikel zu Fassungen im Kundenauftrag erfasst. Hier müssen dann die entsprechenden Artikel ermittelt werden können, damit der Text für den LaserJob ermittelt werden kann
TimeRecordingWorkingProcesses
Hier wird hinterlegt, welche Arbeitsgänge durch den Scan gestartet werden ( strichpunkt-getrennt ).
Zum Beispiel: Fräsen 1;Fräsen 2
ShowDetailsAfterScan
Ist diese Option eingeschaltet, wird nach dem Scan des Rüstplatzes eine Zusammenfassung des Fertigungsauftrags angezeigt, bevor dieser in die Liste aufgenommen wird.
SerialNumberTemplateIndex
Wird für die automatische Seriennummern-Vergabe verwendet.
Hier wird der INX aus der Tabelle SERIENNUMMERN für die zu verwendende Vorlage zur Generierung der nächsten Seriennummer angegeben.
Konfiguration Übergabedateien
Auf dem TaskCenter-Server im Company-Ordner ( i.d.R. c:\inetpub\wwwroot\LC.NET\Company ) wird ein Unterordner erstellt ( SmartCenter\Production\OmronLaserRobot ).
In diesem Ordner sind die Vorlage-XML-Dateien hinterlegt. Beim Rüsten werden alle XML-Dateien in den Übergabeordner kopiert, die folgendem Schema entsprechen:
Setup_Arbeitsgang*.xml
Wird beispielsweise der Arbeitsgang „Fräsen 2" durchgeführt, werden zB. folgende Vorlage-Dateien verwendet:
Setup_Fräsen 2_1.xml
Setup_Fräsen 2_20.xml
Setup_Fräsen 2_Laserjob.xml
XML-Dateien für die Entnahme folgen primär diesem Schema:
Withdrawal_Arbeitsgang*.xml
Sind keine Dateien mit diesem Schema vorhanden, so wird nach der Datei Withdrawal.xml gesucht (nur Entnahme).
Sind keine Übersetzungsvorlagen vorhanden, wird mit einem Fehler abgebrochen.
Übersetzungs-Tags
Diese Dateien können verschiedene „Tags" enthalten, die durch das Programm ersetzt werden.
Folgende Tags werden zurzeit unterstützt:
{DESCRIPTION1} | Bezeichnung 1 des Fertigungsauftrags |
{ASSEMBLYORDERNUMBER} | Fertigungsauftragsnummer |
{SETUPLOCATION} | Rüstplatz |
{ENGRAVINGTEXT} | Gravurtext |
{SERIALNUMBER} | Enthält die Seriennummer bei Ser-Pflicht |
Es werden alle Spalten der Tabelle FERTIGUNGSAUFTRAG unterstützt:
{FERTIGUNGSAUFTRAG.SPALTE}
Artikelprofilierungs-Kriterien werden ebenso übersetzt:
{KRITERIUMNAME}
XML-Konfigurations-Beispiele
Bsp:
<?xml version="1.0" encoding='ISO-8859-1'?>
<!DOCTYPE LOT SYSTEM "C:\Rofin\VisualLaserMarker\System\Lot3.dtd">
<LOT NAME="Lot-Id" QUANTITY="1">
<LAYOUT VLM="C:\Users\debgc-vlm\Desktop\Polling\PW12_135-B4_91_job.vlj" >
<PARAMETER NAME="Variable1">{SERIALNUMBER}</PARAMETER>
<PARAMETER NAME="Variable2">{DESCRIPTION1}</PARAMETER>
<PARAMETER NAME="Variable3">{ENGRAVINGTEXT}</PARAMETER>
</LAYOUT>
</LOT>Bsp:
<?xml version="1.0" encoding="utf-8" ?>
<OmronHostInterface type="PalletOrder">
<pallet description="{DESCRIPTION1} {ASSEMBLYORDERNUMBER}" type="11" dataTagType="undefind" priority="5" setToPocket="true" magazineNumber="1" pocketNumber="{SETUPLOCATION}" rowNumber="0" columnNumber="0">
<jobconfiguration>
<CncJob>
<Description value="CNC Programm"/>
<FollowUpProcess value="true"/>
<machines>
<MachineName value="CNC Maschine"/>
</machines>
<ncData>
<programData>
<NcProgramName value="{OMRON_MPF}"/>
<NcProgramPath value="\wpd.dir\"/>
<NcProgramType value="Milling"/>
</programData>
</ncData>
</CncJob>
<LaserJob>
<UnitName value="Teststation"/>
<Description value="Laser Bearbeitung"/>
<ProcessString value="Setup_Fräsen 2_Laserjob.xml"/>
<ProcessInt value1="0" value2="0"/>
<ProcessTime value="0"/>
</LaserJob>
</jobconfiguration>
</pallet>
</OmronHostInterface>